EVI 7/10 Wymiana cewki elektromagnetycznej zaworu 4 AMISCO 10 średnica otworu 12V / 24VDC
Szybkie rozwiązywanie problemów z cewką elektromagnetyczną 4V EVI 7/10 AMISCO:
1. Cewka zaworu elektromagnetycznego wykorzystuje wciąganie i zwalnianie twornika do przekazywania mocy. Przyczyną awarii cewki zaworu elektromagnetycznego jest to, że nieprawidłowość spowodowana zaburzeniem stanu i awaria cewki nie działają.
2. Nierównowaga stanu cewki zaworu elektromagnetycznego spowoduje nieprawidłowe działanie zwory. Gdy odstęp między cewką elektrozaworu a zworą elektryczną jest zbyt duży, skok twornika jest duży, a zasysanie jest niewystarczające i działanie nie jest podejmowane: jeśli skok jest zbyt mały, może wystąpić niewłaściwe działanie. Ustaw ponownie status, aby można go było zatrzymać.
3. Cewka zaworu elektromagnetycznego nie działa, ponieważ cewka jest zniszczona i spalona, w wyniku czego twornik nie porusza się. Można to zmierzyć za pomocą multimetru, a jego wartość rezystancji jest nieskończona, co wskazuje, że cewka przepaliła się. Jeśli cewka jest nienaruszona, obwód podtrzymujący cewki zaworu elektromagnetycznego jest uszkodzony. Można to zmierzyć za pomocą multimetru. Napięcie wejściowe cewki zaworu elektromagnetycznego. Jeśli występuje napięcie, usterka utknęła w tworniku. Notatka jest utrzymywana w czystości, aby mogła się swobodnie poruszać, a błąd można usunąć. Jeśli nie ma napięcia, spadek znajduje się w obwodzie roboczym.
Parametr techniczny EVI 7/10 cewka zastępcza AMISCO:
| Model | BB10029502 |
| Numer referencyjny | EVI 7/10 AMP 6,3 x 0,8 |
| Normalne napięcie | DC12V / DC24V / AC110V / AC220V; lub dostosowane |
| Normalna moc | DC: 3 W 4,8 W 6 W AC: 4 VA 5,5 VA 8,5 VA 20 VA |
| Klasa izolacji | H, F |
| Rodzaj połączenia | DIN43650B; 6,3 mm x 0,8 mm |
| Podanie | Cewki pneumatyczne serii 4V |
| Waga | 63,5 g |
| Rozmiar dziury | 10 mm |
| Wysokość | 29,5 mm |
Główny wymiar cewki elektromagnetycznej EVI 7/10 AMISCO dla zaworów pneumatycznych:
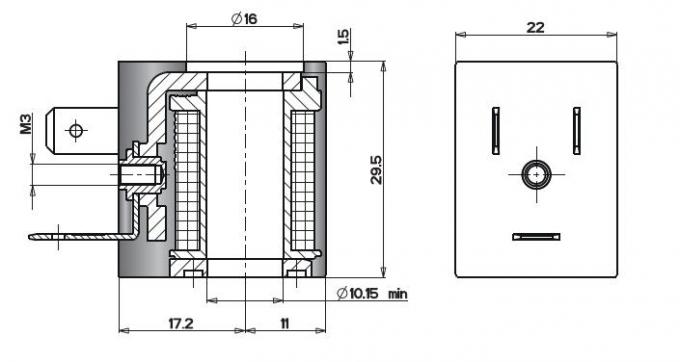
Schemat dekonstrukcji elektrycznych cewek magnetycznych EVI o średnicy 7/10 10 mm:

Fizyczne zdjęcia zapasów cewki elektromagnetycznej EVI 7/10 12V / 24VDC 220VAC 4V:


Tworzywo termoplastyczne jest dobrym materiałem dla EVI 7/10 Wymiana cewki zaworu elektromagnetycznego 4V AMISCO:
Tworzywa termoplastyczne są ważnymi materiałami dla cewek elektromagnetycznych. Czym właściwie jest termoplast? Po podgrzaniu staje się miękka, a nawet płynie, a chłodzenie staje się trudne. Ten proces jest odwracalny i można go powtórzyć. Polietylen, polipropylen, polichlorek winylu, polistyren, polioksymetylen, poliwęglan, poliamid, akryl, inne poliolefiny i kopolimery, aglomeraty, etery polifenylenowe, chlorowane polietery itp. Termoplast. W termoplastach łańcuchy cząsteczkowe żywicy są liniowe lub rozgałęzione i nie ma wiązania chemicznego między łańcuchami molekularnymi. Proces zmiękczania i ogrzewania po podgrzaniu, proces chłodzenia i utwardzania jest fizyczną zmianą.
Czynnikami wpływającymi na kurczenie się termoplastycznego formowania są:
1. Tworzywa sztuczne w procesie formowania termoplastów ze względu na zmianę objętości krystalizacji, silne naprężenia wewnętrzne, duże naprężenia szczątkowe w częściach z tworzyw sztucznych, silną orientację molekularną itd., A więc stopień skurczu w porównaniu z tworzywami termoutwardzalnymi Większy, szeroki zakres skurczu , oczywista kierunkowość i kurczenie się po skurczu, wyżarzaniu lub kontroli wilgotności po formowaniu jest na ogół większe niż tworzyw termoutwardzalnych.
2. Gdy tworzy się część z tworzywa sztucznego, stopiony materiał styka się z powierzchnią wnęki, a warstwa zewnętrzna jest natychmiast chłodzona, tworząc stałą obudowę zewnętrzną o niskiej gęstości. Ze względu na słabą przewodność cieplną tworzywa sztucznego, wewnętrzna warstwa części z tworzywa sztucznego jest powoli chłodzona, tworząc stałą warstwę o dużej gęstości z dużym skurczem. Dlatego grubość ścianki, powolne chłodzenie i grubość warstwy o dużej gęstości są duże. Ponadto obecność lub brak wkładek i układów płytek oraz ich ilości wpływają bezpośrednio na kierunek przepływu, rozkład gęstości i opór skurczu, więc właściwości części z tworzyw sztucznych mają duży wpływ na wielkość skurczu i kierunek.
3. Forma, wielkość i rozmieszczenie portu zasilającego bezpośrednio wpływają na kierunek przepływu, rozkład gęstości, działanie utrzymujące ciśnienie i kurczenie się oraz czas formowania. Bezpośredni port zasilania i port zasilania mają duży przekrój (szczególnie grubszy przekrój), ale skurcz jest mały, ale kierunkowość jest duża, a szerokość portu zasilania i krótka długość są małe. Skurcz jest duży w pobliżu portu zasilania lub równolegle do kierunku przepływu.
4. Warunki formowania Temperatura formy jest wysoka, stopiony materiał ochładza się powoli, gęstość jest wysoka, a skurcz jest duży. Szczególnie dla skrystalizowanego materiału krystaliczność jest wysoka, a objętość zmienia się znacznie, więc skurcz jest większy. Rozkład temperatury formy jest również związany z wewnętrznym i zewnętrznym chłodzeniem i jednorodnością gęstości części z tworzywa sztucznego, co bezpośrednio wpływa na wielkość skurczu i kierunek każdej części. Ponadto utrzymanie ciśnienia i czasu ma również duży wpływ na skurcz. Gdy ciśnienie jest duże i czas jest długi, skurcz jest mały, ale kierunkowość jest duża. Ciśnienie wtrysku jest wysokie, różnica lepkości stopu jest mała, naprężenie ścinające między warstwami jest małe, a sprężyste odbicie jest duże po wyjęciu z formy, więc skurcz można również zmniejszyć w odpowiedniej ilości, temperatura materiału jest wysoka, skurcz jest duży, ale kierunkowość jest mała. Dlatego też czynniki, takie jak regulacja temperatury formy, ciśnienia, prędkości wtrysku i czasu chłodzenia podczas formowania, mogą również odpowiednio zmieniać kurczenie się części z tworzywa sztucznego. W zależności od zakresu skurczu różnych tworzyw sztucznych, grubości i kształtu części z tworzywa sztucznego, rozmiaru i rozmieszczenia portu zasilania, stopień skurczu każdej części części z tworzywa sztucznego jest określany empirycznie, a następnie obliczany jest rozmiar wnęki.
Witamy w zapytaniu!

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!























